Скачать с ютуб The Future of Manufacturing: 3D Printed Assembly Line with Robotic Precision! в хорошем качестве
The Future of Manufacturing: 3D Printed Assembly Line with Robotic Precision!
1 год назад
Скачать бесплатно и смотреть ютуб-видео без блокировок The Future of Manufacturing: 3D Printed Assembly Line with Robotic Precision! в качестве 4к (2к / 1080p)
У нас вы можете посмотреть бесплатно The Future of Manufacturing: 3D Printed Assembly Line with Robotic Precision! или скачать в максимальном доступном качестве, которое было загружено на ютуб. Для скачивания выберите вариант из формы ниже:
Загрузить музыку / рингтон The Future of Manufacturing: 3D Printed Assembly Line with Robotic Precision! в формате MP3:
Если кнопки скачивания не
загрузились
НАЖМИТЕ ЗДЕСЬ или обновите страницу
Если возникают проблемы со скачиванием, пожалуйста напишите в поддержку по адресу внизу
страницы.
Спасибо за использование сервиса savevideohd.ru
The Future of Manufacturing: 3D Printed Assembly Line with Robotic Precision!
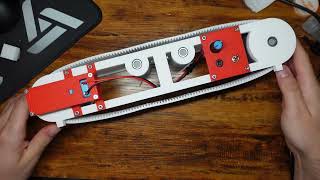
Students: Arjan Neelis, Emre Gözcü, Margot Driessen, Niels Goos PATS is a startup company in Delft that specializes in monitoring and eliminating pests in greenhouses. One of their flagship products is the Trap-Eye, which consists of a housing equipped with a solar panel, camera, and a sticky card designed to capture pests. The camera is responsible for monitoring the presence of pests. The construction of the Trap-Eye housing is a combination of 3D printing and manual assembly at the company. This process involves the following steps: Placing and attaching the magnets. Installing the trapezium securely. Using a screwdriver to fasten the screws, securing the magnets, and ensuring proper alignment. Verifying the correct placement of the magnets by testing their adhesion to a magnetic wall to confirm they adhere properly. Accurate magnet placement and proper alignment are critical to the functionality of the Trap-Eye, as any inaccuracies can lead to the device not adhering to the poles in the greenhouses and potentially falling off. Additionally, issues with the trapezium alignment can affect the proper tightening of the magnets and cause them to protrude. To enhance the consistency of magnet and trapezium placement, a cobot (collaborative robot) is being introduced into the assembly process. The ultimate objective of the company is to fully automate the production of the Trap-Eye, from its initial 3D printing to the final assembly stage. After approximately five weeks of collaboration, the team has developed the following solution: The Trap-Eye housing is placed within a specialized carrier. A cobot equipped with a vacuum gripper is responsible for picking and placing the magnets and trapezium. Subsequently, the cobot picks up a screw and secures it in the Trap-Eye to firmly attach the magnets. The final step involves checking the alignment of the magnets. If the alignment is correct, the Trap-Eye can be removed from the carrier, and the assembly process can continue. The Trap-Eye carrier ensures that the Trap-Eye housing remains consistently positioned and stable. A limit switch is used to verify the correct placement of the Trap-Eye housing, enabling automated assembly to commence. The cobot has been programmed to pick up the magnets one by one, with the magnets being inserted into a tube. A linear actuator pushes one magnet down the slide at a time. A small roof is implemented to prevent the magnet on the slide from deviating due to the magnetic force from magnets stacked above it. Additionally, a smaller magnet is positioned on top of this roof to provide an extra push. The end of the slide is designed with two angular sides to reduce tolerances in magnet pickup. A hall sensor verifies if the magnets are correctly pushed down and communicates this information to the cobot. The trapezium feeder is essentially a slide that can accommodate multiple trapeziums stacked atop each other. The tray within the slide can be pre-filled, and switching to a full tray takes approximately 8 seconds. This trapezium feeder concept could potentially be modified in the future to directly attach to a continuous 3D printer, or the cobot could retrieve trapeziums directly from a 3D printer, streamlining the assembly process. An infrared sensor is used to confirm the trapezium's position at the end of the slide, and this information is communicated to the cobot. The screw feeder is a 3D printed component capable of holding up to seven screws for testing purposes. The cobot moves to the location above the first screw and activates the screwdriver to locate the center of the torx screw. The screwdriver bit is magnetic, allowing it to pick up the screw. To ensure correct placement, an arm actuated by a servo pushes the magnets and trapezium slightly downward before inserting the screw. This step guarantees proper positioning. After screwing, the arm retracts and serves as a white background for the vision system. Across from the Trap-Eye carrier, a Real Sense camera is installed. This camera operates on a vision program that checks for correct magnet alignment. The entire cobot-assisted assembly process is designed to ensure that the alignment of the magnets and trapezium is consistently accurate. In the event of a failure, the vision system will detect it by measuring the angle or tilt of the magnets. If such issues arise, it indicates a problem with the Trap-Eye housing, possibly resulting from a printing error or another underlying issue. With this solution in place, manual checks to verify if the Trap-Eye adheres to a straight steel wall are no longer necessary. To prevent the trapezium from skewing during the screwing process, slight adjustments have been made to the trapezium design. Increasing the height of the hole for the screw ensures a tighter fit within the housing, eliminating wiggling. Additionally, a 2mm chamfer has been added to the trapezium's edges, making it easier to slide between the magnets.
Comments